Laporan ini saya buat untuk menyelesaikan mata kuliah CNC TU 2 A pada saat saya semester 3.
kalian tau gak,pastinya belum karena belum di bilang..hehehe..
dosen pengasuh mata kuliah ne kejam nya minta ampyunn...
sssttttt,,,jgn ribut y,,,jgn blg m sapa2..wkwkwkkwkw
mgkin bot khususnya adex2 leting q yg kuliah d poltek lhokseumawe yg d asuh oleh dosen yg sama dgn q semoga laporan ne bs jadi contoh...
semoga contoh laporan ne berguna untuk semuanya..
LAPORAN PRAKTIKUM
CNC TU 2A
Disusun Oleh :
NAMA : SAIFUL WATHAN (080303192)
KELAS : A-2
SEMESTER : III (Tiga)
PEMBIMBING : MARZUKI. ST. M,Eng

POLITEKNIK NEGERI LHOKSEUMAWE
JURUSAN TEKNIK MESIN
2010
BAB I
PENDAHULUAN
Perkembangan teknologi komputer saat ini telah mengalami kemajuan yang amat pesat. Dalam hal ini komputer telah diaplikasikan ke dalam alat-alat mesin perkakas di antaranya mesin bubut, mesin frais, mesin sekrap, mesin bor, dan lain-lain. Hasil perpaduan teknologi komputer dan teknologi mekanik inilah yang selanjutnya dinamakan CNC (Computer Numerically Controlled). Sistem pengoperasian CNC menggunakan program yang dikontrol langsung oleh komputer. Secara umum konstruksi mesin perkakas CNC dan sistem kerjanya adalah sinkronisasi antara computer dan mekaniknya. Jika dibandingkan dengan mesin perkakas konvensional yang setaraf dan sejenis, mesin perkakas CNC lebih unggul baik dari segi ketelitian (accurate), ketepatan (precision), fleksibilitas, dan kapasitas produksi. Sehingga, di era modern seperti saat ini banyak industri-industri mulai meninggalkan mesin-mesin perkakas konvensional dan beralih menggunakan mesin-mesin perkakas CNC. Secara garis besar pengertian mesin CNC adalah suatu mesin yang dikontrol oleh computer dengan menggunakan bahasa numerik (perintah gerakan yang menggunakan angka dan huruf). Sebagai contoh: apabila pada layar monitor mesin kita tulis M03 spindel utama mesin akan berputar dan apabila kita tulis M05, spindel utama mesin akan berhenti berputar. Mesin CNC tingkat dasar yang ada pada saat ini dibagi menjadi dua kelompok, yaitu mesin CNC Two Axis atau yang lebih dikenal dengan mesin bubut (lathe machine) dan mesin CNC three axis atau yang lebih dikenal dengan mesin frais (milling machine).
BAB II
TEORI DASAR
A. Mesin Bubut CNC
Mesin bubut CNC secara garis besar dapat digolongkan menjadi dua sebagai berikut.
1. Mesin bubut CNC Training Unit (CNC TU).
2. Mesin bubut CNC Production Unit (CNC PU).
Kedua mesin tersebut mempunyai prinsip kerja yang sama, akan tetapi yang membedakan kedua tipe mesin tersebut adalah penggunaannya di lapangan. CNC TU dipergunakan untuk pelatihan dasar pemrograman dan pengoperasian CNC yang dilengkapi dengan EPS (External Programing Sistem). Mesin CNC jenis Training Unit hanya
mampu dipergunakan untuk pekerjaan-pekerjaan ringan dengan bahan yang relatif lunak. Sedangkan mesin CNC PU dipergunakan untuk produksi massal. Mesin ini dilengkapi dengan assesoris tambahan seperti sistem pembuka otomatis yang menerapkan prinsip kerja hidrolis, pembuangan tatal, dan sebagainya. Gerakan mesin bubut CNC dikontrol oleh komputer, sehingga semua gerakan yang berjalan sesuai dengan program yang diberikan, keuntungan dari sistem ini adalah memungkinkan mesin untuk diperintah mengulang gerakan yang sama secara terus menerus dengan tingkat ketelitian yang sama pula.
1. Prinsip Kerja Mesin Bubut CNC TU-2 Axis
Mesin bubut CNC TU-2A mempunyai prinsip gerakan dasar seperti halnya mesin bubut konvensional yaitu gerakan ke arah melintang dan horizontal dengan sistem koordinat sumbu X dan Z. Prinsip kerja mesin bubut CNC TU-2A juga sama dengan mesin bubut konvensional yaitu benda kerja yang dipasang pada cekam bergerak sedangkan alat potong diam.
Untuk arah gerakan pada mesin bubut diberi lambang sebagai berikut.
a. Sumbu X untuk arah gerakan melintang tegak lurus terhadap sumbu putar.
b. Sumbu Z untuk arah gerakan memanjang yang sejajar sumbu putar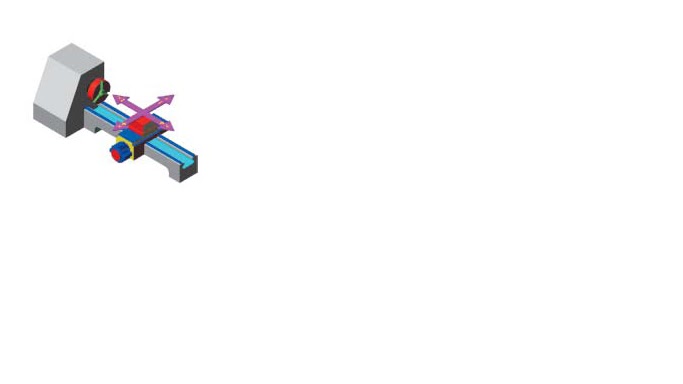
Gambar 1. Mekanisme arah gerakan mesin bubut
2. Bagian Utama Mesin Bubut CNC TU 2-A
a. Bagian Mekanik
1) Motor utama
Motor utama adalah motor penggerak cekam untuk memutar benda kerja. Motor ini adalah jenis motor arus searah/DC (Direct Current) dengan kecepatan putaran yang variabel. Adapun data teknis motor utama sebagai berikut.
a) Jenjang putaran 600– 4.000 rpm.
b) Power Input 500 watt.
c) Power Output 300 watt.

Gambar 2. Ilustrasi gerak eretan
Eretan adalah gerak persumbuan jalannya mesin. Untuk mesin bubut CNC TU-2A dibedakan menjadi dua bagian berikut.
a) Eretan memanjang (sumbu Z) dengan jarak lintasan 0–300 mm.
b) Eretan melintang (Sumbu X) dengan jarak lintasan 0–50 mm.
3) Step motor
Step motor berfungsi untuk menggerakkan eretan, yaitu gerakan sumbu X dan gerakan sumbu Z. Tiap-tiap eretan memiliki step motor sendiri-sendiri, adapun data teknis step motor sebagai berikut.
a) Jumlah putaran 72 langkah.
b) Momen putar 0.5 Nm.
c) Kecepatan gerakan:
– Gerakan cepat maksimum 700 mm/menit.
– Gerakan operasi manual 5–500 mm/menit.
– Gerakan operasi mesin CNC terprogram 2–499 mm/menit.
4) Rumah alat potong (revolver/toolturret)
Rumah alat potong berfungsi sebagai penjepit alat potong pada saat proses pengerjaan benda kerja. Adapun alat yang dipergunakan disebut revolver atau toolturet, revolver digerakkan oleh step motor sehingga bisa digerakkan secara manual maupun terprogram. Pada revolver bisa dipasang enam alat potong sekaligus yang terbagi menjadi dua bagian berikut.
 |
a) Tiga tempat untuk jenis alat potong luar dengan ukuran 12 × 12 mm. Misal: pahat kanan luar, pahat potong, pahat ulir, dan lain-lain.
b) Tiga tempat untuk jenis alat potong dalam dengan maksimum diameter 8 mm. Misal: pahat kanan dalam, bor, center drill, pahat ulir dalam, dan lain-lain.
5) Cekam
Cekam pada mesin bubut berfungsi untuk menjepit benda kerja pada saat proses penyayatan berlangsung. Kecepatan spindel mesin bubut ini diatur menggunakan transmisi sabuk. Pada sistem transmisi sabuk dibagi menjadi enam transmisi penggerak.
Adapun tingkatan sistem transmisi penggerak spindle utama mesin CNC TU-2A, bisa dilihat dari gambar ilustrasi berikut.

Enam tingkatan pulley penggerak tersebut memungkinkan untuk pengaturan berbagai putaran sumbu utama. Sabuk perantara pulley A dan pulley B bersifat tetap dan tidak dapat diubah, sedangkan sabuk perantara pulley B dengan pulley C dapat dirubah sesuai kecepatan putaran yang diinginkan, yaitu pada posisi BC1, BC2, dan BC3.
6) Meja mesin
Meja mesin atau sliding bed sangat mempengaruhi baik buruknya hasil pekerjaan menggunakan mesin bubut ini, hal ini dikarenakan gerakan memanjang eretan (gerakan sumbu Z) tertumpu pada kondisi sliding bed ini. Jika kondisi sliding bed sudah aus atau cacat bisa dipastikan hasil pembubutan menggunakan mesin ini tidak akan maksimal, bahkan benda kerja juga rusak. Hal ini juga berlaku pada mesin bubut konvensional.
7) Kepala lepas
Kepala lepas berfungsi sebagai tempat pemasangan senter putar pada saat proses pembubutan benda kerja yang relatif panjang. Pada kepala lepas ini bisa dipasang pencekam bor, dengan diameter mata bor maksimum 8 mm. Untuk mata bor dengan diameter lebih dari 8 mm, ekor mata bor harus memenuhi syarat ketirusan MT1.

b. Bagian Pengendali/Kontrol
Bagian pengendali/kontrol merupakan bak kontrol mesin CNC yang berisikan tombol-tombol dan saklar serta dilengkapi dengan monitor. Pada bok kontrol merupakan unsur layanan langsung yang berhubungan dengan operator. Gambar berikut menunjukkan secara visual dengan nama-nama bagian sebagai berikut.

Keterangan:
1. Saklar utama
2. Lampu kontrol saklar utama
3. Tombol emergensi
4. Display untuk penunjukan ukuran
5. Saklar pengatur kecepatan sumbu utama
6. Amperemeter
7. Saklar untuk memilih satuan metric atau inch
8. Slot disk drive
9. Saklar untuk pemindah operasi manual atau CNC (H = hand/manual,
C = CNC)
10. Lampu control pelayanan CNC
11. Tombol START untuk eksekusi program CNC
12. Tombol masukan untuk pelayanan CNC
13. Display untuk penunjukan harga masing-masing fungsi (X, Z, F, H), dan lain-lain.
14. Fungsi kode huruf untuk masukan program CNC
15. Saklar layanan sumbu utama
16. Saklar pengatur asutan
17. Tombol koordinat sumbu X, Z
Saklar utama (main switch)
Saklar utama adalah pintu masuk aliran listrik ke kontrol pengendali CNC. Cara kerja saklar utama yaitu jika kunci saklar utama diputar ke posisi 1, arus listrik akan masuk ke kontrol CNC.Sebaliknya jika kunci saklar utama diputar kembali ke angka 0, arus listrik yang masuk ke kontrol CNC akan terputus. Untuk lebih jelasnya perhatikan gambar di bawah ini.Tombol darurat (emergency switch)
Tombol ini digunakan untuk memutus aliran listrik yang masuk ke kontrol mesin. Hal ini dilakukan apabila akan terjadi hal-hal yang tidak diinginkan akibat kesalahan program yang telah dibuat.
Saklar operasi mesin (operating switch)
Saklar layanan mesin ini digunakan untuk memutar sumbu utama yang dihubungkan dengan rumah alat potong. Saklar ini yang mengatur perputaran sumbu utama sesuai menu yang dijalankan, yaitu perputaran manual dan CNC.Cara kerja saklar operasi sebagai berikut.
a) Jika saklar diputar pada angka 1 maka menu yang dipilih adalah menu manual yaitu pergerakan eretan, kedalaman pemakanan tergantung oleh operator.
b) Jika saklar diputar pada ”CNC” berarti menu yang dipilih adalah menu CNC yaitu semua pergerakan yang terjadi dikontrol oleh komputer baik itu gerakan sumbu utama gerakan eretan, maupun kedalaman pemakanan.Saklar pengatur kecepatan sumbu utama
Saklar ini berfungsi untuk mengatur kecepatan putar alat potong pada sumbu utama. Saklar ini bisa berfungsi pada layanan CNC maupun manual. Kecepatan putaran sumbu utama mesin CNC TU-2A berkisar antara 50–3.000 RPM, sesuai tabel putaran pada mesin.
Cara pengoperasian saklar pengatur kecepatan sumbu utama ini adalah saklar pengatur kecepatan sumbu utama diputar ke arah kanan mendekati angka 100 untuk meningkatkan kecepatan putaran spindle. Untuk mengurangi kecepatan spindle putar kembali saklar pengatur kecepatan sumbu utama ke arah kiri mendekati angka 0.
Saklar layanan dimensi mesin
Saklar ini berfungsi untuk mengatur layanan dimensi yang akan bekerja pada mesin CNC, yaitu layanan dalam bentuk satuan Metris maupun Inch. Cara kerja saklar ini, apabila mesin akan difungsikan pada dimensi tertentu, maka simbol penunjuk saklar diputar pada titik satuan dimensi yang sesuai dengan program kerja. Agar lebih jelas lihat dan perhatikan gambar ilustrasi berikut ini.
Amperemeter
Amperemeter berfungsi sebagai display besarnya pemakaian arus aktual dari motor utama. Fungsi utama dari amperemeter ini untuk mencegah beban berlebih pada motor utama.
Arus yang diizinkan pada saat pengoperasian mesin adalah 4 ampere. Apabila mesin dioperasikan secara terus menerus (kontinu) besarnya arus aktual yang diizinkan sebesar 2 ampere. Besarnya beban arus aktual pada motor utama pada saat pengoperasian dapat dikurangi dengan cara mengurangi kedalaman dan kecepatan penyayatan.
Disk Drive
Disk drive pada mesin CNC dimaksudkan untuk pelayanan pengoperasian disket. Dengan pelayanan disket dapat dilakukan hal-hal berikut.
a) Menyimpan data dari memori mesin ke dalam memori disket.
b) Memindah data program dari data ke dalam memori mesin.Saklar pengatur asutan (feed overide)
Saklar ini berfungsi sebagai pengatur kecepatan gerakan asutan dari eretan mesin. Saklar ini hanya dipergunakan pada pengoperasian mesin secara manual. Kecepatan asutan untuk mesin CNC-TU2A berkisar antara 5–400 mm/menit.Untuk menjalankan gerakan cepat (rapid) dapat menggunakan tombol yang ditekan secara bersamaan dengan tombol koordinat sumbu X dan Z yang dikehendaki. Tombol ini berfungsi untuk memindahkan fungsi dari fungsi CNC ke fungsi manual, atau sebaliknya.
Tombol Eksekusi
INP : Tombol ini berfungsi untuk menyimpan data pada memori mesin.
DEL : Tombol ini berfungsi untuk menghapus satu karakter/kata untuk diganti.
REV : Tombol ini berfungsi untuk memindah cursor kembali ke nomor blok program sebelumnya.
FWD : Tombol ini berfungsi untuk memindah cursor menuju nomor blok berikutnya.
Tombol ini berfungsi sebagai berikut.
– : Memasukkan data bernilai negatif, tombol ini ditekan setelah memasukkan nilai/angka yang dikehendaki.
M : Memasukkan data dengan karakter M. Contoh: M99, M03, M05.
Tombol-tombol Eksekusi Gabungan
~ + INP : Kombinasi tombol untuk menyisipkan satu baris blok program.
~ + DEL : Kombinasi tombol untuk menghapus satu blok program
DEL + INP : Kombinasi tombol untuk menghapus satu baris blok program.
INP +REV : Menghapus alarm.
INP + FWD : Kombinasi tombol untuk mengeksekusi program agar berhenti sementara.
1,2,.. + START : Tombol kombinasi untuk mengeksekusi program secara satu persatu dalam setiap blok program.
DEL + INP : Tombol kombinasi untuk menghapus program secara keseluruhan dari memori mesin)
Fungsi G
G 00: Gerak lurus cepat (tidak boleh menyayat)
G 01: Gerak lurus penyayatan
G 02: Gerak melengkung searah jarum jam (CW)
G 03: Gerak melengkung berlawanan arah jarum jam (CCW)
G 04: Gerak penyayatan (feed) berhenti sesaat
G 21: Baris blok sisipan yang dibuat dengan menekan tombol ~ dan INP
G 25: Memanggil program sub routine
G 27: Perintah meloncat ke nomor blok yang dituju
G 33: Pembuatan ulir tunggal
G 64: Mematikan arus step motor
G 65: Operasi disket (menyimpan atau memanggil program)
G 73: Siklus pengeboran dengan pemutusan tatal
G 78: Siklus pembuatan ulir
G 81: Siklus pengeboran langsung
G 82: Siklus pengeboran dengan berhenti sesaat
G 83: Siklus pengeboran dengan penarikan tatal
G 84: Siklus pembubutan memanjang
G 85: Siklus pereameran
G 86: Siklus pembuatan alur
G 88: Siklus pembubutan melintang
G 89: Siklus pereameran dengan waktu diam sesaat
G 90: Program absolut
G 91: Program Incremental
G 92: Penetapan posisi pahat secara absolut
Fungsi M
M 00: Program berhenti
M 03: Spindle (sumbu utama) berputar searah jarum jam (CW)
M 05: Putaran spindle berhenti
M 06: Perintah penggantian alat potong (tool)
M 17: Perintah kembali ke program utama
M 30: Program berakhir
M 99: Penentuan parameter I dan K
Fungsi A
A 00: Kesalahan perintah pada fungsi G atau M
A 01: Kesalahan perintah pada fungsi G02 dan G03
A 02: Kesalahan pada nilai X
A 03: Kesalahan pada nilai F
A 04: Kesalahan pada nilai Z
A 05: Kurang perintah M30
A 06: Putaran spindle terlalu cepat
A 09: Program tidak ditemukan pada disket
A 10: Disket diprotek
A 11: Salah memuat disket
A 12: Salah pengecekan
A 13: Salah satuan mm atau inch dalam pemuatan
A 14: Salah satuan
A 15: Nilai H salah
A 17: Salah subprogram
3. Kecepatan Potong dan Kecepatan Putar Mesin
a. Pengertian Kecepatan Potong
Kecepatan potong adalah suatu harga yang diperlukan dalam menentukan kecepatan pada saat proses penyayatan atau pemotongan benda kerja. Harga kecepatan potong ditentukan oleh jenis alat potong dan jenis benda kerja yang dipotong. Adapun rumus dasar untuk menentukan kecepatan potong sebagai berikut.
Vc =
Di mana:
Vc = Kecepatan potong (m/menit).
d = Diameter benda kerja (mm).
n = Jumlah putaran tiap menit.
Π = 3,14
Harga kecepatan potong dipengaruhi oleh beberapa faktor di antaranya sebagai berikut.
1) Bahan benda kerja atau jenis material.
2) Semakin tinggi kekuatan bahan yang dipotong, maka harga kecepatan potong semakin kecil.
3) Jenis alat potong (Tool).
4) Semakin tinggi kekuatan alat potongnya semakin tinggi pula kecepatan potongnya.
5) Besarnya kecepatan penyayatan/asutan.
6) Semakin besar jarak asutan, maka harga kecepatan potong semakin kecil.
7) Kedalaman penyayatan/pemotongan.
8) Semakin tebal penyayatan, maka harga kecepatan potong semakin kecil.
b. Jumlah Putaran
Jumlah putaran sumbu utama dapat ditentukan dengan menggunakan rumus:
n =
Di mana:
Vc = Kecepatan potong (m/menit).
d = Diameter benda kerja (mm).
n = Jumlah putaran tiap menit.
π = 3,14
c. Kecepatan Asutan
Asutan adalah pemotongan benda. Asutan sendiri dibedakan menjadi dua.
1) Asutan dalam mm/putaran (f)
2) Asutan dalam mm/menit (F)
Rumus dasar perhitungan asutan:
F (mm/menit) = n ( put/menit ) × f ( mm/put)
Dari beberapa rumusan di atas, didapat suatu tabel perbandingan antara diameter benda kerja, kecepatan potong, dan putaran mesin.
Tabel 1. Hubungan diameter benda kerja, kecepatan potong, dan putaran mesin
| Diameter (mm) | Vc (m/menit) | Kecepatan Putar (put/menit) |
| 5 6 7 8 9 10 12 14 16 18 20 25 30 35 40 45 50 | 20/30/40 20/30/40 20/30/40 20/30/40 20/30/40 20/30/40 30/40/70 40/50/70 40/50/70 40/50/70 40/50/70 40/50/70 40/50/70 40/50/70 50/70/100 50/70/100 50/70/100 | 1250/1900/2500 1050/1600/2100 900/1300/1800 800/1200/1550 700/1050/1400 650/950/1250 780/1050/1225 900/1150/1550 780/1000/1400 700/900/1250 625/800/1100 500/650/900 425/550/750 360/450/650 400/570/800 350/500/700 225/450/650 |
Contoh penggunaan tabel di atas, kita misalkan diameter benda kerja 20 mm, kecepatan potong (Vc)= 40 mm, maka kecepatan putar (n) = 625 put/menit.
4. Pemrograman Mesin CNC
Pemrograman adalah suatu urutan perintah yang disusun secara rinci tiap blok per blok untuk memberikan masukan mesin perkakas CNC tentang apa yang harus dikerjakan. Untuk menyusun pemrograman pada mesin CNC diperlukan hal-hal berikut.
a. Metode Pemrograman
Metode pemrograman dalam mesin CNC ada dua.
1) Metode Incremental
Adalah suatu metode pemrograman dimana titik referensinya selalu berubah, yaitu titik terakhir yang dituju menjadi titik referensi baru untuk ukuran berikutnya. Untuk lebih jelasnya lihat gambar berikut ini.
2) Metode Absolut
Adalah suatu metode pemrograman di mana titik referensinya selalu tetap yaitu satu titik / tempat dijadikan referensi untuk semua ukuran berikutnya. Untuk lebih jelasnya lihat gambar di bawah ini.
b. Bahasa Pemrograman
Bahasa pemrograman adalah format perintah dalam satu blok dengan menggunakan kode huruf, angka, dan simbol. Di dalam mesin perkakas CNC terdapat perangkat komputer yang disebut dengan Machine Control Unit (MCU). MCU ini berfungsi menterjemahkan bahasa kode ke dalam be2ntuk gerakan persumbuan sesuai bentuk benda kerja. Kode-kode bahasa dalam mesin perkakas CNC dikenal dengan kode G dan M, di mana kode-kode tersebut sudah distandarkan oleh ISO atau badan Internasional lainnya. Dalam aplikasi kode huruf, angka, dan simbol pada mesin perkakas CNC bermacam-macam tergantung sistem kontrol dan tipe mesin yang dipakai, tetapi secara prinsip sama. Sehingga untuk pengoperasian mesin perkakas CNC dengan tipe yang berbeda tidak akan ada perbedaan yang berarti. Misal: mesin perkakas CNC dengan sistem kontrol EMCO, kode-kodenya dimasukkan ke dalam standar DIN. Dengan bahasa kode ini dapat berfungsi sebagai media komunikasi antarmesin dan operator, yakni untuk memberikan operasi data kepada mesin untuk dipahami. Untuk memasukkan data program ke dalam memori mesin dapat dilakukan dengan keyboard atau perangkat lain (disket, kaset, dan melalui kabel RS-232).
c. Sistem Persumbuan pada Mesin Bubut CNC-TU2A
Sebelum mempelajari sistem penyusunan program terlebih dahulu harus memahami betul sistem persumbuan mesin bubut CNC-TU2A. Ilustrasi Gambar 12.26 di bawah ini adalah skema eretan melintang dan eretan memanjang, di mana mesin dapat diperintah bergerak sesuai program.

Pada umumnya gerakan melintang mesin bubut adalah sumbu X, sedangkan gerakan memanjang mesin bubut adalah sumbu Z.
d. Contoh Pemrograman
Berikut contoh pemrograman dengan metode absolut dan incremental. Program berikut adalah langkah finishing pengerjaan suatu benda kerja.
1) Contoh program incremental
Pemrograman secara incremental adalah pemrograman dengan perhitungan yang didasarkan pada posisi nol berada, artinya gerakan tool berikutnya didasarkan pada posisi tool sebelumnya. Untuk lebih jelasnya lihat ilustrasi di bawah ini, serta cermati angka-angkanya.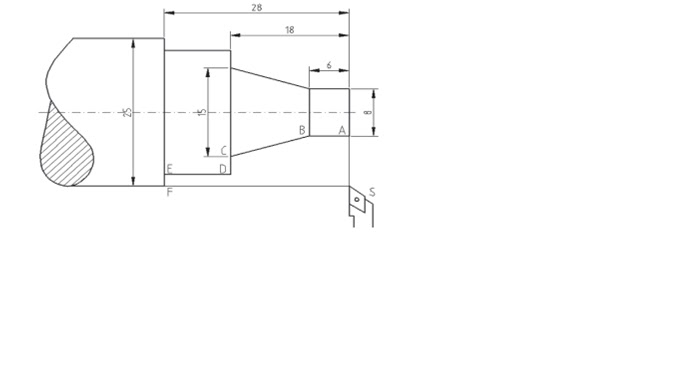
Susunan Program untuk Finishing
| n | g | X | z | F | |
| 00 | M03 | | | | |
| 01 | 00 | -850 | 0 | 50 | |
| 02 | 01 | 0 | -600 | 50 | |
| 03 | 01 | 350 | -1200 | 50 | |
| 04 | 01 | 300 | 0 | 50 | |
| 05 | 01 | 0 | 1000 | 50 | |
| 06 | 01 | 200 | 0 | 50 | |
| 07 | 00 | 0 | 2800 | | |
| 08 | M05 | | | | |
| 09 | M30 | | | | |
Keterangan dari program di atas:
N 00: Mesin diperintahkan memutar spindle chuck searah jarum jam (M03).
N 01: Pahat diperintahkan maju lurus tidak menyayat(G00, X–850, Z0) dari S ke A.
N 02: Pahat diperintahkan menyayat lurus memanjang (G01, X0, Z–600,
F 35) dari A ke B.
N 03: Pahat diperintahkan menyayat tirus (G01, X350, Z–1200, F 35) dari B ke C.
N 04: Pahat diperintahkan menyayat mundur lurus (G01, X300, Z0, F 35) dari C ke D.
N 05: Pahat diperintahkan menyayat lurus memanjang (G01, X0, Z1000, F35) dari D ke E.
N 06: Pahat diperintahkan menyayat mundur lurus (G01,X200, Z0, F35) dari E ke F.
N 07: Pahat diperintahkan gerak cepat tidak menyayat (G00, X0, Z2800) dari F kembali ke S.
N 08: Mesin diperintahkan untuk menghentikan putaran spindle utama (M05).
N 09: Mesin diperintahkan selesai (M30)
2) Contoh program absolut
Penyusunan program absolut sistem penghitungannya didasarkan pada satu titik referensi. Nilai X adalah diameter benda kerja, sedangkan nilai Z adalah jarak dari titik referensi ke arah memanjang. Untuk lebih jelasnya lihat ilustrasi di bawah ini, dan cermati angka-angkanya.

| n | g | X | z | F | |
| 00 | 92 | 2500 | 0 | | |
| 01 | M03 | | | | |
| 02 | 00 | 800 | 0 | 50 | |
| 03 | 01 | 800 | -600 | 50 | |
| 04 | 01 | 1500 | -1800 | 50 | |
| 05 | 01 | 2100 | -1800 | 50 | |
| 06 | 01 | 2100 | -2800 | 50 | |
| 07 | 01 | 2500 | -2800 | 50 | |
| 08 | 00 | 2500 | 0 | | |
| 09 | M05 | | | | |
| 10 | M30 | | | | |
| | | | | | |
Keterangan dari program di depan:
N 00: Informasi disampaikan pada mesin bahwa posisi pahat pada diameter 25 mm dan
tepat diujung benda (G92, X2500, Z0).
N 01: Mesin diperintahkan memutar spindle chuck searah jarum jam (M03).
N 02: Pahat diperintahkan maju lurus tidak menyayat(G00, X800, Z0) dari S ke A.
N 03: Pahat diperintahkan menyayat lurus memanjang (G01, X800, Z–600, F 35) dari A ke B.
N 04: Pahat diperintahkan menyayat tirus (G01, X1500, Z–1800, F 35) dari B ke C.
N 05: Pahat diperintahkan menyayat mundur lurus (G01, X2100, Z–2800, F 35) dari C ke D.
N 06: Pahat diperintahkan menyayat lurus memanjang (G01, X2100, Z–1800, F35) dari D ke E.
N07: Pahat diperintahkan menyayat mundur lurus (G01, X2500, Z–2800, F35) dari E ke F.
N 08: Pahat diperintahkan gerak cepat tidak menyayat (G00, X2500, Z0) dari F kembali ke S.
N 09: Mesin diperintahkan untuk menghentikan putaran spindle utama (M05).
N 10: Mesin diperintahkan selesai (M30).
BAB III
ANALISA DATA
Dari hasil percobaan yang kami lakukan di Laboratorium, kami dapat mengambil hasil sebagai berikut:

| | | | | |
| N | G/M | X | Z | F |
| 00 | M03 | | | |
| 01 | 84 | 0 | -5100 | 50 |
| 02 | 01 | 0 | -3100 | 50 |
| 03 | 01 | -100 | -1100 | 50 |
| 04 | 00 | 100 | 1100 | |
| 05 | 01 | -200 | -1100 | 50 |
| 06 | 00 | 200 | 1100 | |
| 07 | 01 | -300 | -1100 | 50 |
| 08 | 00 | 300 | 1100 | |
| 09 | 01 | -400 | -1100 | 50 |
| 10 | 00 | 400 | 1100 | |
| 11 | 01 | -500 | -1100 | 50 |
| 12 | 00 | 500 | 1100 | |
| 13 | 01 | -590 | -1100 | 50 |
| 14 | 00 | 590 | -1100 | |
| 15 | 01 | -100 | -200 | 50 |
| 16 | 84 | 0 | -1266 | 50 |
| 17 | 01 | -100 | -200 | 50 |
| 18 | 84 | 0 | -1000 | 50 |
| 19 | 01 | -100 | -200 | 50 |
| 20 | 84 | 0 | -890 | 50 |
| 21 | 01 | -100 | -200 | 50 |
| 22 | 84 | 0 | -670 | 50 |
| 23 | 01 | -100 | -200 | 50 |
| 24 | 84 | 0 | -410 | 50 |
| 25 | 00 | 500 | 900 | |
| 26 | 00 | 0 | 3400 | |
| 27 | 84 | -100 | -2872 | 50 |
| 28 | 84 | -200 | -2813 | 50 |
| 29 | 84 | -300 | -2590 | 50 |
| 30 | 84 | -400 | -2366 | 50 |
| 31 | 84 | -500 | -2307 | 50 |
| 32 | 84 | -600 | -2290 | 50 |
| 33 | 84 | -700 | -290 | 50 |
| 34 | 84 | -800 | -190 | 50 |
| 35 | 84 | -900 | -132 | 50 |
| 36 | 84 | -1000 | -101 | 50 |
| 37 | 84 | -1100 | -100 | 50 |
| 38 | 00 | -600 | -600 | |
| 39 | 01 | -100 | -500 | 50 |
| 40 | 01 | 0 | -200 | 50 |
| 41 | 01 | 100 | -200 | 50 |
| 42 | 01 | 0 | 900 | 50 |
| 43 | 01 | -200 | -500 | 50 |
| 44 | 01 | 0 | -200 | 50 |
| 45 | 01 | 200 | -200 | 50 |
| 46 | 01 | -100 | -600 | 50 |
| 47 | 01 | 100 | -200 | 50 |
| 48 | 01 | 0 | 800 | 50 |
| 49 | 01 | -200 | -600 | 50 |
| 50 | 01 | 200 | -200 | 50 |
| 51 | 00 | 600 | 2300 | |
| 52 | 00 | -1100 | -100 | |
| 53 | 03 | 500 | -500 | 50 |
| 54 | 01 | -200 | -500 | 50 |
| 55 | 01 | 0 | -200 | 50 |
| 56 | 01 | 200 | -200 | 50 |
| 57 | 01 | -200 | -600 | 5O |
| 58 | 01 | 200 | -200 | 50 |
| 59 | 03 | 300 | -300 | 50 |
| 60 | 02 | 300 | -300 | 50 |
| 61 | 01 | 0 | -500 | 50 |
| 62 | 01 | -600 | -1100 | 50 |
| 63 | 02 | 300 | -300 | 50 |
| 64 | 03 | 300 | -300 | 50 |
| 65 | 00 | 0 | 5100 | |
| 66 | M30 | | | |
BAB IV
PENUTUP
A. Kesimpulan
· Mesin bubut CNC secara garis besar dapat digolongkan menjadi dua sebagai berikut.
1. Mesin bubut CNC Training Unit (CNC TU).
2. Mesin bubut CNC Production Unit (CNC PU).
· Mesin bubut CNC TU-2A mempunyai prinsip gerakan dasar seperti halnya mesin bubut konvensional yaitu gerakan ke arah melintang dan horizontal dengan sistem koordinat sumbu X dan Z.
· Bagian Utama Mesin Bubut CNC TU 2-A
1. Motor utama
2. Eretan/support
3. Step motor
4. Rumah alat potong (revolver/toolturret)
5. Cekam
6. Meja mesin
7. Kepala lepas
· Rumus Kecepatan Potong
Vc =
Dimana:
Vc = Kecepatan potong (m/menit).
d = Diameter benda kerja (mm).
n = Jumlah putaran tiap menit.
Π = 3,14
B. Saran
· Saat mengisi program sangatlah berhati-hati karena jika salah berakibat fatal terhadap ,esin CNC dan juga material yang dikerjakan.
· Setelah mengisi program sebaiknya dilakukan pengecekan ulang.
· Sebelum material dikerjakan sebaiknya diprint dulu arah gerak pemakanan.
w
w
Tidak ada komentar:
Posting Komentar